本公司生产与经营:高频机模具、高频模具、高周波模具、高周波同步熔断模具、热熔模具、电脑雕刻模具、高频热合模具等。
本公司生产与经营:高频机模具、高频模具、高周波模具、高周波同步熔断模具、热熔模具、电脑雕刻模具、高频热合模具等。
支持定制模具
扫码立即咨询 >>

公司生产与经营:高频机模具、高频模具、高周波模具、高周波同步熔断模具、热熔模具、电脑雕刻模具、高频热合模具等。

无锡市苏辉高频模具制造厂是江苏地区加工高频模具的企业。
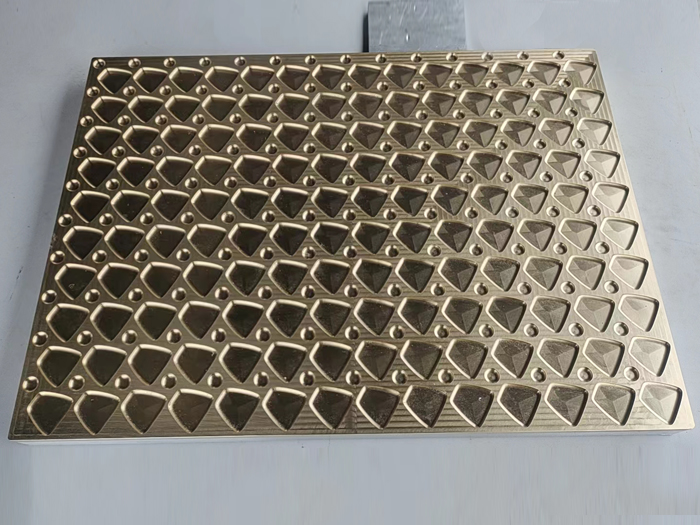
高频机模具/电脑雕刻铜模具
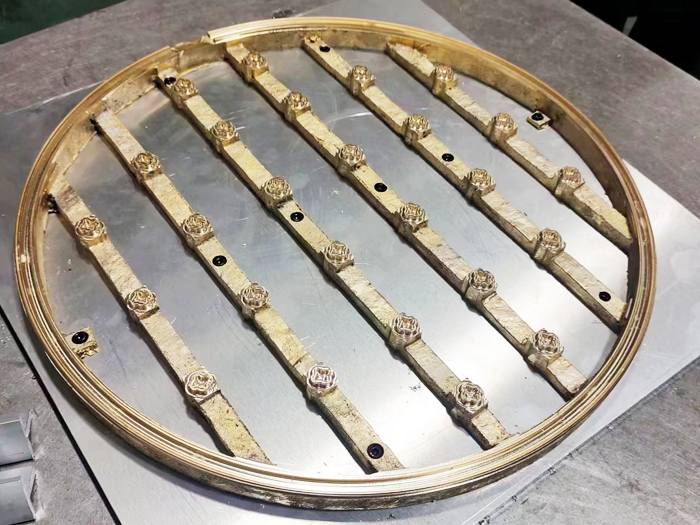
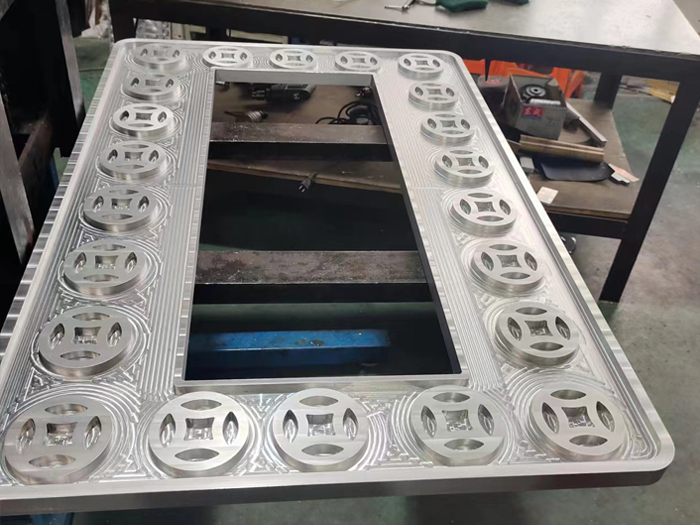
吸塑封口铝模具/高周波模具/CNC加工
扫码立即咨询 >>

如何选购高频机及模具的知识要点高质量的高频机应具有以下特点1. 高频机的频率主要采用国际工业频段27。12MHz,符合国际标准。2. 焊接,熔接,熔断,压花,热合封口中方例快捷,效率高,效果好。3. 采用避···
全自动高周波熔断机的特点高周波同步熔断机,简称高周波熔断机,或者高频熔断机,高频同步熔断机,高周波同步熔断机主要是针对普通高周波机器无法完成特定产品材料生产加工的一种应对,为了提高产品···
热熔对接机操作规程主题内容和适用范围本规程适用于聚乙烯对接机的范围、目的、职责和工作程序。本规程适用于聚乙烯管材的热熔对接焊接,尤其适用于Φ110~Φ250管材的热熔对接。 2、 目的明确···
 扫一扫咨询微信客服
扫一扫咨询微信客服